
内容介绍
摘 要:为了探讨采用高饱和比低硅酸率配料方案提升熟料质量的实践规律,对水泥行业传统配料方案的不足进行分析,对高饱和比低硅酸率配料方案的理论依据与设计思路进行研究,并结合实际案例详细评估该方案的实施效果。研究结果表明,高饱和比低硅酸率配料方案显著改善了熟料的煅烧性能和物理特性,与原配料方案相比,熟料3d强度提升5 MPa,28d强度提升3 MPa,f-CaO合格率提升到90%以上。、
关键词:水泥生产;熟料质量;配料方案;高饱和比;低硅酸率
0 引言
水泥工业作为国民经济的重要基础产业,在建筑、基础设施建设以及各类工程中扮演着不可或缺的角色。2023年,全球水泥产量超过40亿,这一数据不仅凸显了水泥在全球经济中的核心地位,也反映出市场对水泥产品的持续高需求。水泥生产是一个复杂的工业过程,涵盖了原料的采集、混合、煅烧和粉磨,以及最终产品的包装等多个环节。在水泥生产过程中,熟料质量是决定水泥性能的关键因素,而配料方案则是影响熟料质量的重要环节。尽管水泥行业已发展出多种配料方案,但在实际生产中仍普遍面临原料成分波动较大、配料计算精度不足、方案适应性差等问题。这些问题往往导致熟料质量不稳定,从而制约了生产效率和产品性能的进一步提升。目前,许多水泥企业采用的适中饱和比高硅酸率的配料方案”,在实际应用中经常引起煅烧困难、f-CaO含量偏高等问题,导致熟料强度降低,并影响质量的稳定性和提升空间。制定科学合理的配料方案对于熟料生产至关重要。首先,配料方案决定了熟料中各化学成分的比例,这些比例直接影响水泥熟料的物理性能和化学性能,如强度、耐久性、水化热等。其次,优化配料方案可以显著提高熟料的易烧性,降低煅烧温度,减少能源消耗,从而实现节能降耗的目标。我公司某条5000 t/d熟料生产线烧成系统工况不稳定,出窑熟料质量波动较大,日常f-CaO跑点较多,合格率仅为83.6%;出窑熟料3d强度偏低,仅为28.9 MPa,制约着公司产品质量及市场竞争力。本文提出的高饱和比低硅酸率配料方案,实现了强度和f-CaO合格率提升的预期目标,借此总结以资参考。
01 配料原理及方案
1.1 理论依据
本文设计的高饱和比低硅酸率配料方案主要基于以下几点原理:(1)提高熟料强度:在水泥熟料中,硅酸三钙(C₃S)对强度起主要作用。虽然C₃S的形成与KH(饱和比)和SM(硅酸率)均相关,但低硅酸率配料方案在适当提高KH时,可以增加C₃S的含量,从而提高熟料强度。(2)调节液相量:低硅酸率可以降低液相出现的温度,增加液相量,使液相粘度降低,流动性增强,有利于离子的扩散和矿物的形成,平衡高KH带来的煅烧难度。(3)优化煅烧过程:高饱和比意味着生料中CaCO₃含量较高,其分解需要吸收大量热量,适当的CaCO₃含量有助于稳定煅烧过程,减少窑内大块料的形成。配合低硅酸率不仅可以降低煅烧能耗,还能够减少窑内结圈结皮现象,通过合理配料的调整和工艺操作,从而提升熟料煅烧质量。
1.2 实施步骤
(1)分析原材料成分,确定合理的饱和比和硅酸率目标值;(2)根据目标值调整生料配方,增加石灰石等含CaO高的原料比例,减少砂岩等含SiO₂高的原料比例;(3)在生产过程中实时监测熟料化学成分特别是f-CaO含量,及时调整配料以保持稳定;(4)对出窑熟料进行质量控制,确保3d强度达到或超过目标值。
1.3 配料方案
1.3.1 熟料质量控制指标结合调整前公司熟料质量情况,高饱和比低硅酸率配料方案围绕提升熟料强度和易烧性开展。将熟料三率值指标由原来的饱和比(KH)0.890~0.910、硅酸率(SM)2.35~2.55、铝氧率(IM)1.35~1.45调整为KH 0.910~0.930、SM2.10~2.30、IM1.40~1.50(见表1所示)。
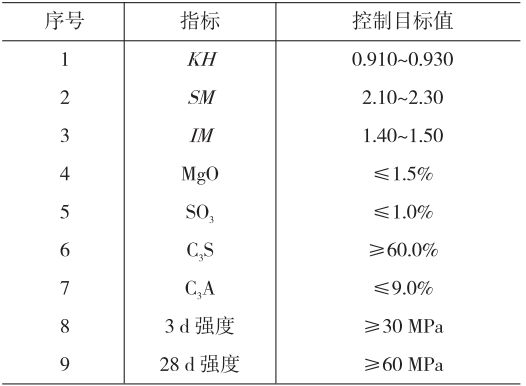
表1 熟料质量控制指标
1.3.2 原材料质量指标公司原材料质量整体较好,其中石灰石品位较高,CaO 52%以上,砂岩SiO₂平均值90%以上,黏土SiO₂ 50%左右,且Al₂O₃含量较高,约25%,铁质材料Fe₂O₃ 52%左右。原材料品位较好,并且有害成分较少,质量稳定,较好的石灰石确保了后期高KH配方的实现,同时保证铝质原料的掺入比例;优质的硅质铁质原料保证了低SM的含量;熟料有害成分少,为低SM的配料方案控制提供优质的熟料烧结和结粒条件(见表2所示)此外,公司通过商检和进场自检对原煤验收严把质量和数量关,使用长形预均化堆场均化搭配,以达到煤质稳定和配料要求(见表3所示)。

表2 原材料质量指标,%

表3 原煤质量指标
1.3.3 配料计算通过以下配料计算(见表4~表7所示),熟料SM按2.20左右控制,适当提高Fe₂O₃含量,能够使得熟料C₃A含量满足小于9.0%的配料要求,同时改善了生料的易烧性,但Fe₂O₃含量不宜太高,日常控制熟料中Fe₂O₃含量不超过4.30%。此外,应关注原料有害成分的控制,抓好原材料使用管理,重点跟踪石灰石和砂岩质量,加强窑操作运行管理,严格控制生料、煤粉细度,稳定配料,提高入窑生料成分稳定性和易烧性,为提高熟料煅烧质量和稳定窑运行创造条件。

表4 煤灰掺入量计算
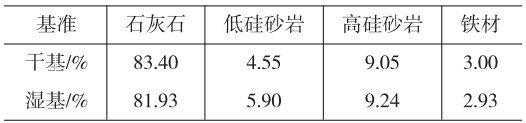
表5 配料结果:干、湿基配比

表6 生熟料化学成分,%
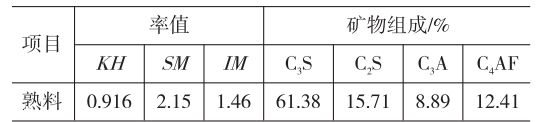
表7 熟料率值及矿物组成
02 结果分析2.1 生产系统参数分析
结合调整前公司生产系统参数情况,围绕高饱和比低硅酸率配料方案对系统参数进行调整(见表8所示)。
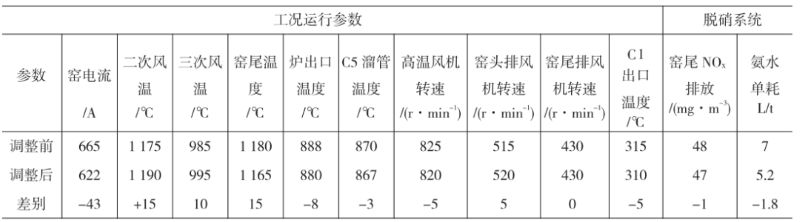
表8 系统参数与调整前对比
从表8可知 :(1)实施新配料方案期间,由于煅烧所需温度较前期偏低,窑尾温度下降15 ℃。分解炉出口温度下降8 ℃,预热器出口温度下降5 ℃,系统温度控制较之前稍低。但因配料优化后的熟料结粒较之前改善,熟料热回收效率较之前高,二次风温上升15 ℃,三次风温上升10 ℃,入窑及入炉温度提高,加之系统控制温度较之前低,用煤量下降0.6 m³/h左右,约折合实物煤耗下降3kgt,系统参数得到一定程度的优化。(2)由于窑内煅烧强度降低,窑内热负荷降低,窑电流在此基础上下降43 A,系统温度控制较前期稍低。NOx排放较前期低300 mg/m³,在尾排NOx浓度变化不大的前提下,吨熟料氨水单位消耗下降1.8Lt,系统电耗及辅材消耗也有一定程度下降。通过生产方案的实施及摸索调整,经实践确认该公司高饱和比低硅酸率物料的窑内最高煅烧温度为1 350~1380 ℃,其中C5溜管温度控制为865~875 ℃,预热器出口氧含量控制在正常的1%以内。2.2 实施效果分析
2.2.1 生料易烧性的实验室评价将调整前后配料方案下的产品放置入105~110℃的电热干燥箱内烘60 min以上,在恒温950 ℃的预烧高温炉内预烧30 min。最后,在试验温度下的煅烧高温炉(1350 ℃、1400 ℃、1450 ℃)内恒温煅烧30 min,在3种测定温度下,前后配料方案下的f-CaO质量如表9所示。由表9可知,配料方案改进后的生料易烧性有明显改善,为熟料工序的指标优化及工沉稳定奠定了良好条件。
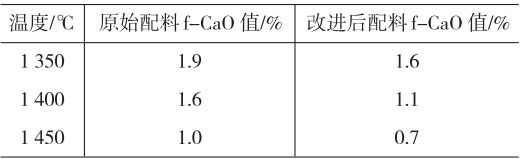
表9 调整前后出窑熟料游离钙质量对比
2.2.2 出窑熟料结粒情况分析采用直径5mm圆孔筛的筛余量评价前后配料方案下的结粒差别,配料方案改进前结粒性为58%,采用高饱和比低硅酸率配料方案后结:为79%,颗粒结粒性较前期明显有提升,飞砂量明显减少,对下游水泥粉磨工序电耗控制益处较大。2.2.3 出窑熟料产品质量分析由表10数据可知,公司熟料线高饱和比低硅酸率配料方案实施后,窑产质量稳步提升。与配料方案调整前相比,熟料KH由0.899提升到0.914,SM由2.40降低到2.15,f-CaO合格率提升到90%以上;出窑熟料3 d强度达到34 MPa,较调整前提升5 MPa;28 d强度在64 MPa左右,较调整前提升3 MPa。同时熟料液相量增加,熟料易烧性提高,回转窑产量较前期提升200 t/d,并且结粒、色泽较好。
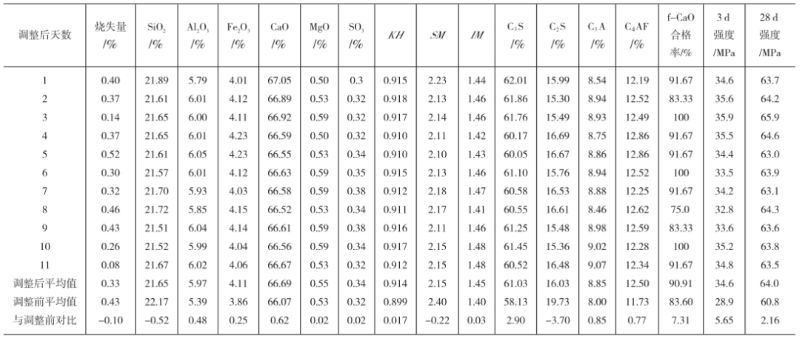
表10 调整前后出窑熟料质量对比
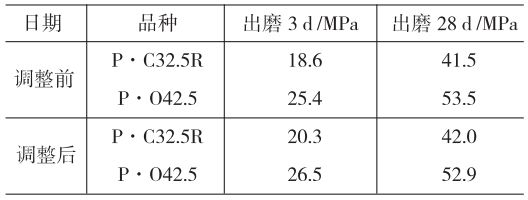
表11 水泥强度对比
2.2.4 水泥产品质量分析由表11数据可知,根据高饱和比低硅酸率配料方案进行生产调整,公司生产的P·C32.5R及P·O42.5水泥的3d强度均有所增加,产品质量有一定提升。
03 结束语
本公司通过在水泥生产中采用高饱和比低硅酸率配料方案,提高了窑的运行质量,与原配料方案相比,熟料3d强度提升了5MPa,28d强度提升了3MPa,游离钙合格率提升到90%以上。高饱和比低硅酸率配料方案为提升熟料质量提供了一种有效路径,但其应用需要结合企业的具体情况进行合理调整与优化,以实现水泥生产的高质量与高效益。在实际生产中,应精确控制工艺参数,从而充分发挥该配料方案的优势,提升企业的生产效益和产品质量。同时,为了适应水泥行业日益严格的环保和质量要求,未来仍需进一步深入研究和探索不断完善和发展这一配料技术,推动水泥行业的可持续高质量发展。
有关本文:
作者:张德峰
单位:安徽海螺制剂工程技术有限公司
来源:新世纪水泥导报2025年第2期
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

