
���ݽ���
ժ Ҫ���ڹ�ĥ����ĥ���ߴ�ӽ�������ȵ���ĥ�弰��������������������������죬������������¸��ְ�ͳ����������������Ӱ��ϵͳ��ĥ��Ч����Ч����ѡ�ۻ��ڲ�ijЩ�����Ĺ��ռ�϶ʧ�ػ�ֱ��Ӱ���Ʒˮ��Ŀ����ֲ��Ӷ�Ӱ��ˮ���������Բߣ��������ͷ������壻����ѡ�ۻ��ܷ���ȼ����������϶��
�ؼ��ʣ����������� �ܷ ���� ɸ������ �����ֲ�
0 ����
�ҹ�˾һ��ѹ��ˮ����շ�ĥϵͳ��2011��7��Ͷ������ֹ2020��8�¹��ۼ�����ˮ�೬��1000��֡�2020��9��Ϊ�ͻ�ר���������õ�P��O42.5��ˮ�࣬ϵͳ����������5��8 t/h��ˮ���Ʒ�ȱ����Ҳ������25��32m²/kg��ˮ���Ʒ��3��32 ��m�Ŀ�������������5.8% ���ϣ�ˮ�����Ӽ�����Ӧ�ԽϲΪ����ˮ�����ܣ��������÷�ĥϵͳ���ڵļ������⣬���õط���ͻ�����˾������������С�����ԭ�����֤�����ְ�ͳ����������������ѡ�ۻ��ּ�Ч�����Ǹ���ԭ���ľ������ԭ�������������ʩ�����ܽᡣ
01 ��������
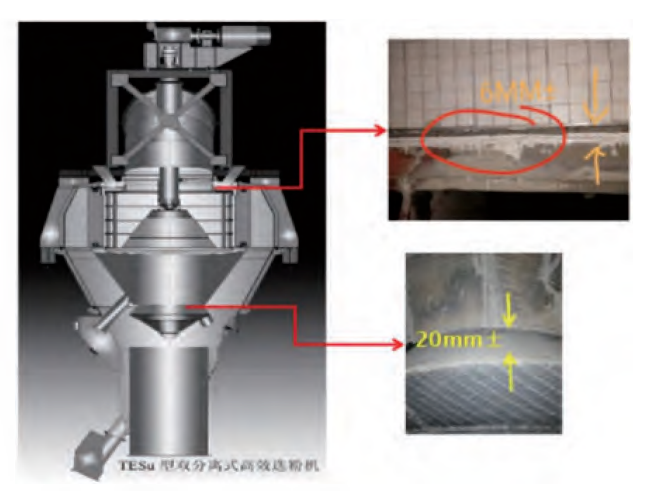
���ϡ���ϲġ�ʯ���ԭ���Ͼ�������Ƥ������������TRP160-140��ѹ��(��������650��765 t/h���������1120kW��2)������ѹ��TVS-9620��̬�����ּ���(����������220000��240000 m³/h���������� 0��960 t/h)�ּ����ϴֻ��������������֣����ص�շѹ������ѹ����ϸ���ϱ��������뵽TESu-330��Ч˫����ѡ�ۻ�(ˮ���Ʒ�ȱ����340��360m²/kg������������270000m³/h���ּ�������190��225 t/h)�� ��ѡ��ϸ�Ⱥϸ��ˮ�����ͳ�Ʒ�⣬���ϸ����Ϸ��ص���4.2m��13m˫�ֹ�ĥ��(����װ����230t���������3550 kW)��ĥ����ĥ������ĥβ������������TESu-330��Ч˫����ѡ�ۻ��ּ���ϸ�Ⱥϸ�ˮ�����ѹ���β����ij�Ʒһͬ���뵽ˮ��⡣��ϵͳ�������̼�ͼ1��
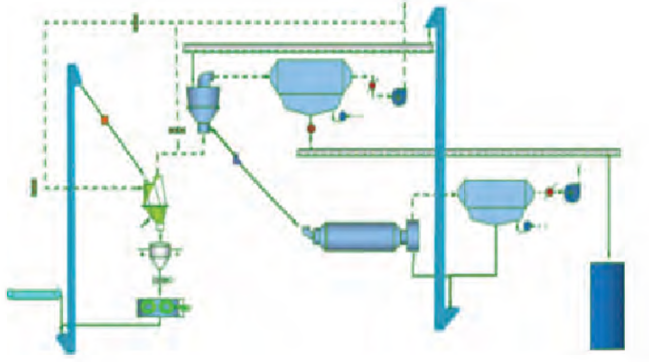
ͼ1 ��ѹ�����շ�ĥ��������
02 ���ڵ���Ҫ����2020��9�£��������������õ�P��O42.5��ˮ��ʱ��ϵͳ����������5��8 t/h��ˮ���Ʒ�ȱ����Ҳ������25��32 m²/kg��ˮ���Ʒ��3��32��m�Ŀ�������������5.8% ���ϣ�ˮ�����Ӽ�����Ӧ�Խϲ��������С�����������ϵͳ����Ϊĥ��������Ĺؼ����ڣ���Ҫ����Ϊ��ĥ���ѡ�ۻ������ĥ�𣬷ֱ��¸��ְ�ͳ���������������Լ�ѡ�ۻ��ּ�Ч���
2.1 ���ְ�ͳ�����������������
(1)ˮ��ĥ���ְ�(��50 mm)�������2/3����ĥ�������3/4������ĥ�����ճ�����������ء�
(2)����ͣ����һ��(��Ч����4.0 m)�ϲ���200��220mm������(��Ч����8.5 m)�ϲ���65��72 mm����Ҫԭ���Ǹ��ְ���ĥβ����������ϲ�����
(3)�۲�ˮ��ĥ������ɸ�����ߣ�ĥ�����ְ�ǰ����ɸ���ٷ������ϴ���ǰ����ж�ϼ�ͨ������Ӱ�죬���������ʧ����������ԣ���������Ӱ��ĥ��������ĥЧ�ʣ�����ǰĥ������ɸ�����ݼ���1��ɸ������ͼ2��
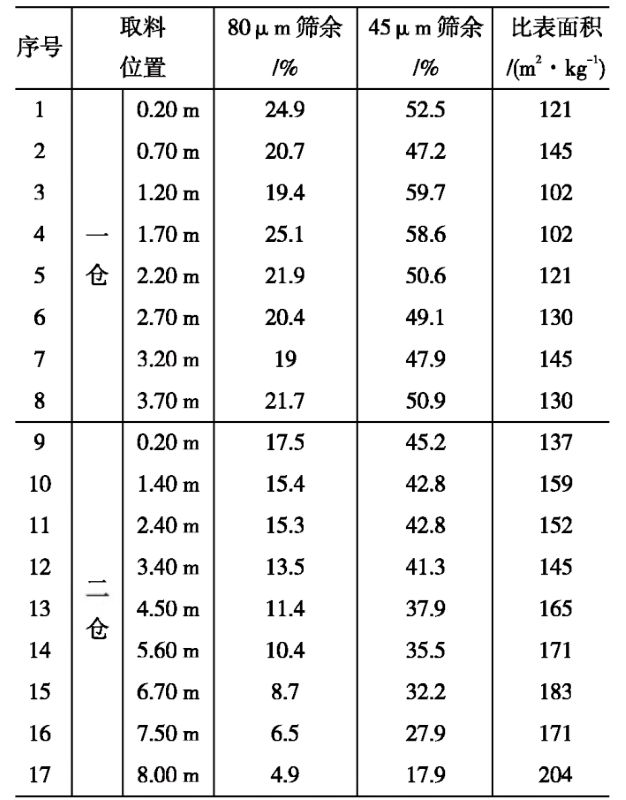
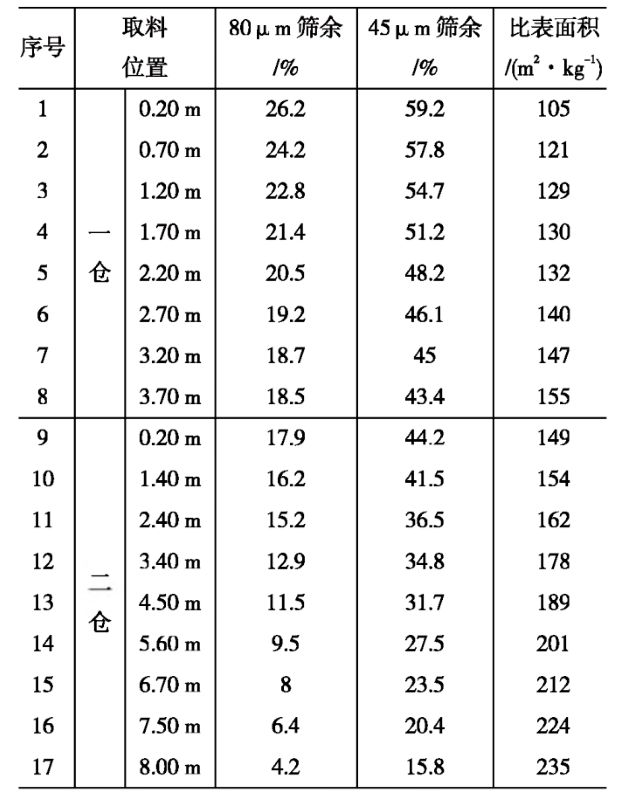
��1 ����ǰĥ������ɸ�༰�ȱ����
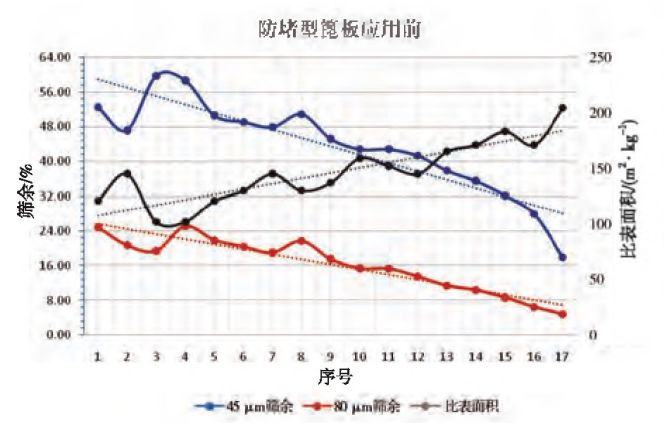
ͼ2 ����ǰĥ��ɸ������
2.2 ˮ��ĥ�����������Ӱ����ϵͳˮ��ĥ���õij�������Ϊ��ĥ�Ͻ����ֲ��ʣ����������7��9 mm֮�䡣ĥ����ĥ�徭����ʹ��ĥ�����أ��е���ĥ��ߴ�ӽ�������ȣ�������ĥ������һ�����ְ�����ͳ����������죬�������䣬����ʱ�����ƣ��������ض�������ͼ3��
(1)����ĥ������ͨ����������ټ�����ͨ����������ĥ���¶����ߣ����֡���ĥ�����ճ��������ĥ���ʱ�ĥ״̬����ĥ�����������͡�
(2)ĥͷ�����������أ���Ȼ����·���������δӰ�쵽ĥ��������������ֱ�ӽ��뵽��ĥ���ᣬ������TESu-330��Ч˫����ѡ�ۻ���������ѭ�����ɣ�������ѡ�ۻ��ּ�Ч�ʡ�����������ˮ�࣬�ȱ���������������ޣ�����ˮ������������ϵͳ�������ͣ���ĥ������ӡ�
(3)����ĥβ�������������������λ����ҪƵ����ĥ��ͨ��ĥ�ڵĸ��·۳��������������ֳ���ҵ��ȫ��ְҵ����Σ�����ա�
2.3 TESu-330��Ч˫����ѡ�ۻ��ּ�Ч��������
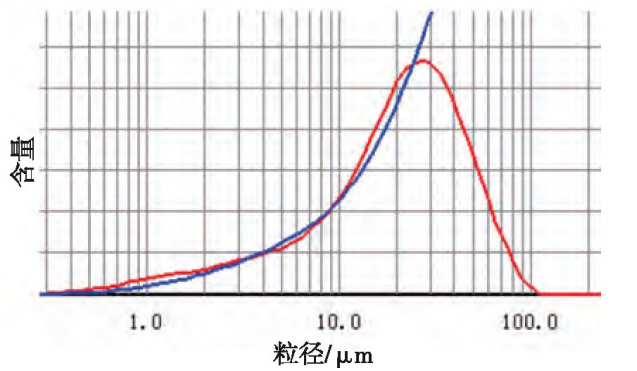
ˮ��ĥ��Ʒ�����ֲ��Ͽ���ˮ���Ʒ�����д��ڹ�������������ж�ѡ�ۻ����ڿ����ּ�Ч��������⣬�����ڳ�Ʒˮ���ǿ��������ͼ4Ϊ����ǰ��TESu330��Ч˫����ѡ�ۻ��ܷ���ȼ����������϶���ο�������ϼ����飬ѡ�ۻ��ܷ����Ӧ��6 mm��Ϊ���룬���ܷ������ĥ����ɵ���ǰ���ܷʵ�ʿ��ȸߴ�16 mm����Ϊ��ĥ���Ʒ�еġ��ֿ��������Ͻ����Ʒ�ṩ����Ч·�����Գ�Ʒˮ���ǿ�������Լ���ˮ����ָ����ɽϴ�Ӱ�죬�ܷ�ڴ��ڵĴ��������������ȿ����ǿ������֤������һ�㡣���⣬����ǰ�����������϶�ߴ�45 mm���ɵ��´�V��ѡ�ۻ����뵽TESu330��Ч˫����ѡ�ۻ��İ��Ʒ��ֱ�Ӿ��ɴ˽Ͽ���϶�����뵽����ת���ڲ����Ӷ���Ӧ�����˽����Ʒ�ĸ��ʣ�ֱ����ˮ������ֲ���ɲ���Ӱ��(��ͼ5)���ۺϷ��������������μ�϶Ӧ�ʵ���С��
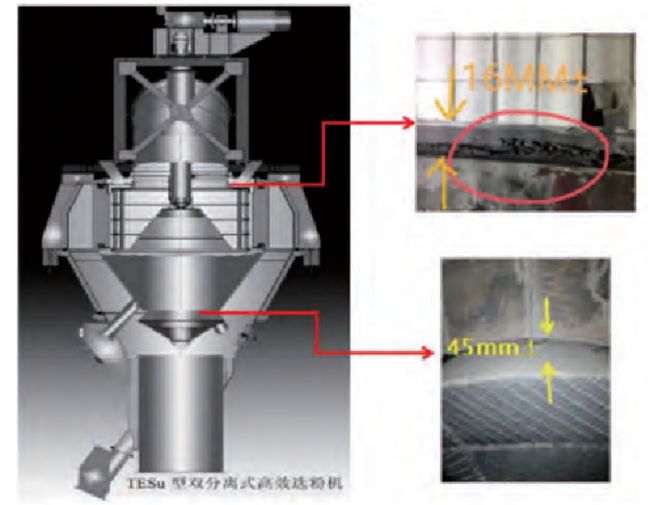
ͼ4 ����ǰѡ�ۻ��ܷ���ȼ����������϶
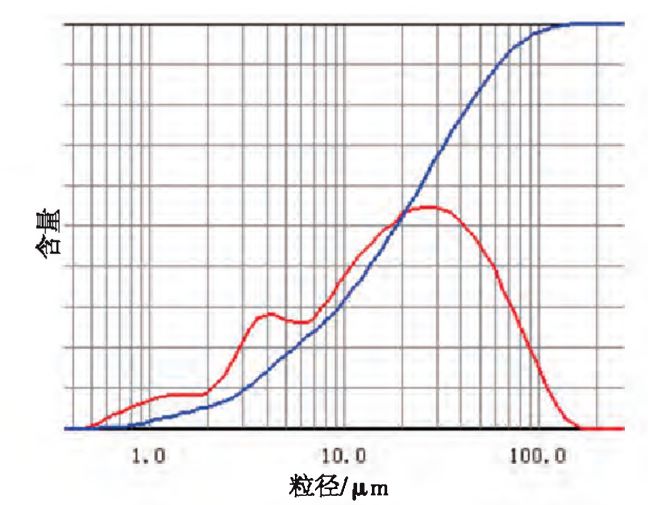
ͼ5 ����ǰˮ���Ʒ�����ֲ�ͼ
03 �����Ľ���ʩ3.1 Ӧ�÷�����ĥβ��������
Ϊ����������������ֿ����������ࡢ��ĥ�ԡ���ĥ�弶�䡢ĥ�ڷ��ټ�ˮ���������Ի���������һ�����ͷ������塣���������οյ������ܺ�ɸƬ��ɣ���ͼ6��ɸƬ��Ƚ�Ϊ6 mm����ȴ�ͳ�����壬��Ƚ�����49 mm�������������ԭ����9 mm��СΪ5 mm����������Ϊ�οսṹ�������С��ɸƬ��ȼ�����ߴ硣�������Ϊ����֣�������ˢ�����ױ��Σ�������ͨ�������� �ã������������������������������ʧ��ĥ��ͨ�������������������ĥ���ϱȱ������ϵͳ����������ߣ��Ը���ˮ���������˹ؼ����á�ĥβ�ճ������ĥ��������ˮ�ּ�ʱ�ų�������Ƚ�����ĥ����ĥ�塰����ճ�������ʡ�

ͼ6 ����������
3.1.2 ����������Ӧ�ú�ˮ��ĥ��״��(1)���������صĴ�ͳ������6Ȧȫ������Ϊ���������壬������ת13�����ͣ����ĥ�ڸ��ְ塢ĥβ�����������������ʧ��ĥ����ĥ�������û�г��֡���ĥ�����ճ��������
(2)һ���ϲ���25��60 mm�����ֻ���¶������λ���ϲ���5��10 mm�����ְ���ĥβ����������������������ơ�
(3)�۲�ɸ�����ߣ�ĥͷ��ĥβ����ĥ����ĥ�������������ã���ĥˮ��ȱ���������31 m²/kg��Ӧ�÷���������ˮ��ĥ������ɸ�����ݼ���2����Ӧ��ˮ��ĥ������ɸ������ͼ7��
3.2 TESu330��Ч˫����ѡ�ۻ��ּ�Ч�����Ż�
(1)���TESu33O��Ч˫����ѡ�ۻ��ܷ��϶�������⣬���ڿ��ǽ�ѡ�ۻ�����ת�������᷽����������10 mm���������ڷ����������ټӹ����գ�������к�ֹ�����λ�õĸ���Ҫ������Ͽ������������������8��Ԫ��ѡ��4 mm��ȵ���ĥ�մ�Ƭ�����ϡ���������ȡ�����ճ����������ת�����ء������ս�ѡ�ۻ��ܷ��϶�ɹ���С����6 mm���˹������ϳɱ�������0.2��Ԫ���ܷճ�����ռ�ͼ8���Ͻǣ�����һ��������ʹ�ã���ĥ�մ�Ƭ�ܷ��Ȼ�dz��ι̡����⣬Ϊ��������������ѡ�ۻ��ܷ�Ľ�һ��ĥ�𣬶�ˮ��ĥ233 t��ĥ����������嵹�֣�ɸ��������Լ1.2 t�������ͣ����飬ѡ�ۻ��ܷλ������м���Լ��٣������ܷ�ߴ�Ľ��ͣ���Ӧ�����˳�ĥ���Ʒ�ֿ������뵽��Ʒˮ��ĸ��ʣ���ˮ���Ʒ�����ֲ�������
��2 ����������Ӧ�ú�ĥ������ɸ�༰�ȱ����
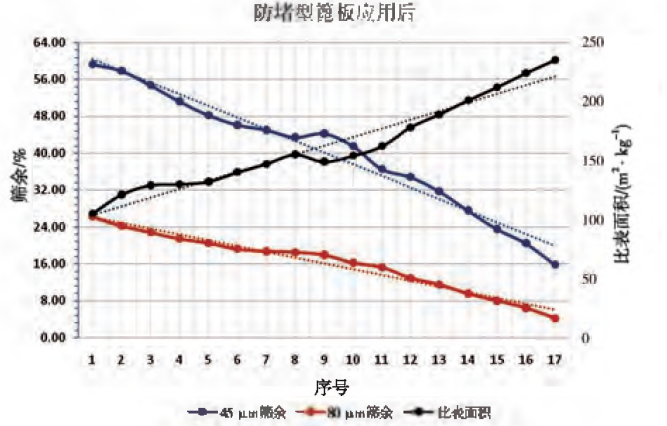 ͼ7 ����������Ӧ�ú�ĥ��ɸ������
ͼ7 ����������Ӧ�ú�ĥ��ɸ������

��3 ����ǰ���ˮ������ֲ�����Ա�
ͼ8 �������ѡ�ۻ��ܷ���ȼ����������϶
ͼ9 �����ˮ���Ʒˮ������ֲ�ͼ
04 ������(1)Ӧ�÷����������ĥ�������������������ǿ������������ν�ĥ��ˣ�����������ʧ��
(2)Ӧ�÷����������ĥ��ͨ������������ã������˳�ĥ�ճ����ת��50r/min (ԭ900r/min����850r/mim)��ˮ��ĥ��ĥ����������ߣ���Ʒˮ��ȱ��������30m²/kg;
(3)����������ͨ���ʿɴﵽ20%��ͨ��������������������ߣ�ϵͳ����������7t/h����ĥ������Լ����0.81kWh/t��ͳ����ˮ��ĥϵͳʵ�ʲ���78��t������Ч��37.5��Ԫ��
(4)��Ч˫����ѡ�ۻ��ּ�Ч���ĺû�����ѡ�ۻ��ܷ�Ŀ��ȡ��������μ�϶�Ĵ�С�ȳߴ�ϢϢ��أ���ֱ��Ӱ�쵽ϵͳ��Ʒˮ������ֲ��Ƿ�������������ע��
�йر��ģ�
���ߣ�����������̩���Ź�����ˮ������˾
��Դ����������ˮ�ർ����2022��3��
��������
�� ������������ԭ����ת�����ݣ������ͻ��ο�������Ϊ���߽��顣ԭ�����ݰ�Ȩ��Ϊ�������У��κ�ý�塢��վ�������ת��ʹ��ʱ��ȡ������������Ȩ��Υ���߱������������������ε�Ȩ����
�� ����ת�ز�ע��������Դ�ĸ�����DZ���Ϊ���ߴ��ݸ�����Ϣ֮Ŀ�ģ�������ζ��ͬ��۵��֤ʵ�����ݵ���ʵ�ԡ�����ý�塢��վ����˴ӱ���ת��ʹ��ʱ�����뱣������ע���ĸ����Դ����ֹ���Դ۸ĸ����Դ�����Ը���Ȩ�ȷ������Ρ�Υ���߱������������������ε�Ȩ����
�� ����������Ȩ��Ͷ�ߵ����⣬����ϵ���Ǵ������绰��025-88888888�����䣺njgccm@126.com����

