
内容介绍
摘 要:为提高水泥生产过程的能效与资源利用率,开展了新型原科配比工艺的试验验证与工业化应用研究。实验室通过控制硅率与饱和比区间,获得28d抗压强度稳定在60MPa以上、f-CaO含量低于1%的熟料配比。中试与工业化运行结果表明,该工艺在保证力学性能的同时降低了能耗,煤耗与电耗分别下降3.4%和4.6%,CO₂与NOx排放减幅达3.9%和9.1%。新型配比方案利用粉煤灰、钢渣等副产物替代部分黏土与铁质原料,实现了资源循环利用与烧成温度下降。研究结果显示,该工艺在产品力学性能、环境效益和经济效益方面均具备优势,适合在大规模生产中推广应用。
关键词:原料配比;工业化应用;性能优化
0 引言
优化配比工艺是推动水泥行业可持续发展的关键途径之一,传统工艺依靠固定的原料体系和经验性的配比,有着能耗大、强度不稳定以及副产物利用不充分等问题。原料中粉煤灰、钢渣等工业副产物的替代应用逐步增加,这些副产物的化学活性和矿物组成为配比优化创造了新的机会。本研究以热力学计算、试验验证以及中试结果为基础,提出并验证了一种新型的原料配比工艺,目的是在满足力学及耐久性要求的同时,降低能源消耗与污染物排放,并且在工业化生产中达成稳定运行。
01 原料配比工艺的理论基础
1.1 原料物化特性与矿物反应机理
石灰石在850~950℃分解为CaO和CO₂,分解速率受颗粒粒径及晶体缺陷影响。CaO在1250~1450 ℃与SiO₂反应生成2CaO-SiO₂(C₂S),在进一步升温下形成3CaO·SiO₂(C₃S),其含量决定熟料28d抗压强度。黏土、粉煤灰中的Al₂O₃在1300℃左右与CaO形成3CaO·Al₂O₃ (C₃A),对早期水化反应速度起决定作用。Fe₂O₃在1200℃以上参与液相生成,形成4CaO·Al₂O₃·Fe₂O₃(C4AF),同时降低烧成温度。颗粒比表面积越大,反应界面越活跃,CaO残留量越低,熟料结构越均匀。
1.2 配比设计原则与优化思路
配比设计必须严格管控硅率,让熟料形成恰当的矿物比例,饱和比增高会提升C₃S含量,但易造成f-CaO含量超出标准要求;硅率过高会增加C₂S含量,造成早期强度降低,为增强液相的流动性,可以在配比中添加8%~12%的粉煤灰或钢渣,让液相温度降低约20℃,削减燃料消耗。配比优化一般将热力学计算和相图预测相结合,通过改变CaO与SiO₂的摩尔比来控制C₃S生成范围,同时参考煅烧温度和冷却速率对参数加以修正,实现试验和工业生产的契合。
1.3 新型配比工艺与传统工艺差异
传统工艺主要由70%~75%的石灰石、20%~25%的黏土以及约5%的铁质和校正原料构成,靠经验法来确定配比,新型工艺在维持CaO、SiO₂、Al₂O₃和Fe₂O₃平衡的前提下,添加粉煤灰与钢渣等副产物,将部分黏土和铁质原料替换掉,让原料活性提升20%~30%,使烧成温度降至1450℃以下。新工艺也采用了高细度磨机与分级装置,把原料比表面积提高到400~450m²/kg,提升混合的均匀性。把高温停留时间缩短到10~15min,和传统方法凭借人工经验不同,新工艺运用热力学模拟、矿物相预测以及数据驱动优化算法,保证稳定生产和高效能耗。
02 试验验证与参数优化
2.1 原料选择与试验设计思路
试验原料选取以石灰石、黏土和铁质校正材料为基础,并引入粉煤灰与钢渣作为替代组分,以兼顾熟料组成调控与固体废弃物资源化利用需求。各类原料在体系中的化学功能与组成角色存在差异,其组合方式直接影响后续配料计算与烧成过程的稳定性。试验所用原料及配料后生料的成分分析见表1。试验设计采用正交试验方法,对关键配料参数进行区间化设置,以保证不同配比组合能够覆盖常见熟料矿物组成范围。
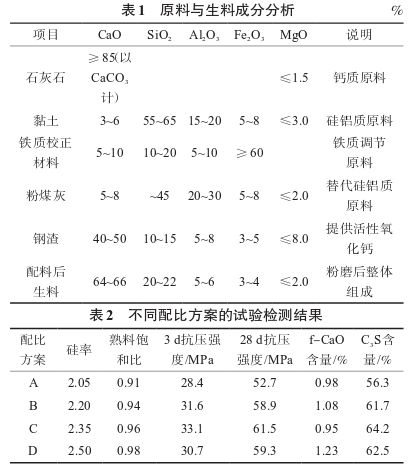
配比试验做完后,为全方位评估不同组合条件下的性能差别,需对熟料抗压强度、f-CaO含量以及主要矿物组成进行系统性检测(见表2),可直观展现原料比例对熟料活性与稳定性的作用,并且揭示出液相形成和矿物相转化的程度。硅率和饱和比的不同组合,对抗压强度以及矿物组成有着显著的差异影响,方案C的3d抗压强度达33.1MPa,28 d抗压强度为61.5 MPa,均比别的方案出色,而且f-CaO含量只有0.95%,说明熟料反应完全且状态稳定。方案B的表现也比较出色,28d抗压强度接近59MPa,但C₃S含量比方案C稍低。尽管方案A的烧成稳定性表现不错,然而强度指标较低;方案D的f-CaO含量最高(1.23%),说明过饱和状态会损害熟料稳定性。
2.3 配比优化结果与参数范围确定
依据试验所得结果,运用多目标优化手段,将28d抗压强度最大化与f-CaO含量最小化作为评估指标,若将硅率调控在2.30~2.35、饱和比维持在0.95 ~0.97,可得到C3S含量在63%~65%、C₂S含量在18%~20%的矿物结构。该范围内样品的28d抗压强度稳定维持在60MPa以上,f-CaO含量控制在1%以内,符合工业化熟料的性能要求,这个优化区间兼顾了早期强度的发展与长期强度的稳定性,为中试阶段给出了明确的参数界限。
2.4 中试验证对比与应用可行性评估
在中试回转窑的工况下,选取方案C开展验证工作,回转窑直径为2.5m,长度为40m,最高煅烧温度达1450℃,每小时产量约30t,中试样品28d抗压强度为60.8MPa,与实验室水准基本相符,f-CaO含量稳定在1.02%,波动范围小于士0.05%。与工业配比常规数据做对比,能耗降低约3%,熟料强度提升近5%,该配比方案在保障强度和稳定性的同时,可减少能源消耗并提升资源利用效率,具有工业化推广的可行性。
03 工业化应用实施
3.1工业化生产线的适配条件
工业化生产条件下,新型配比方案需与既有回转窑烧成系统实现稳定适配,对窑内热工制度与物料运行状态提出更高要求。烧成系统应能够在熟料烧成所需的高温工况下长期稳定运行,烧成带物料温度控制在1450℃,并保持沿窑轴向的温度分布相对均匀,以避免局部过烧或欠烧现象的发生。以窑径4.2m、窑长60m的熟料回转窑为例,其烧成系统主要由五级旋风预热器、分解炉、回转窑、篦冷机及配套燃烧与通风设备构成。在该规格条件下,生料喂料量控制在约250t/h,窑速维持在3.0r/min左右,可保证物料在回转窑高温烧成带内的有效停留时间不低于25min,从而满足熟料矿物充分反应与晶体生长的工艺要求。
为适应粉煤灰与钢渣等工业固废的掺入,烧成系统须具备较高的预分解能力。通过优化分解炉结构与燃烧组织,使预热器一分解炉系统的分解效率提升至90%以上,确保CaCO;在进入回转窑烧成带前基本完成分解,以减轻窑内热负荷并提高烧成稳定性。同时,在窑尾烟气系统配置高效收尘装置及在线气体分析仪,对烟气中SO₂、NOx等污染物排放进行实时监测,并通过调节燃烧工况使窑尾(预热器出口)烟气中O₂体积分数稳定在2.5%~3.0%,从而维持良好的燃烧气氛与清洁生产条件。
3.2 工艺参数的工业化调整与修正试验优化所获的硅率与饱和比区间,在工业化条件中需加以修正,在开展大规模生产时,原料均化的精准度下滑,矿物组成的波动区间会增大0.3%~0.5%,故而需将目标硅率设置在2.32~2.36,并使熟料饱和比稳定在接近0.96的水平,以提高矿物组成的整体稳定性。将生料细度调整到45μm筛筛余小于8%,比实验室的条件降低约2%,将煅烧火焰长度调节到8~10m,防止出现局部过烧现象。在热工制度方面,分解炉出口温度控制在870~890℃,以保证碳酸盐分解反应稳定完成;窑头烧成带温度维持在约1450℃,满足熟料矿物相形成需求。配合高效篦冷机运行,将熟料快速冷却至65℃以下,并在此基础上将冷却风量调节范围较常规工况扩大约10%,以强化急冷效果,促进C₃S结构的快速固定,减少晶体缺陷的生成。
3.3 工业化运行过程与试验参数对照
实验室条件下优化配比样品的28d抗压强度可稳定达到60MPa以上,在工业化生产条件中,采用相同配比思路制得的熟料,经统一粉磨并在水灰比0.5条件下进行测试,其28 d抗压强度为59.6 MPa,与试验结果保持较好的一致性,未因规模放大产生明显性能衰减。工业运行阶段熟料f-CaO含量平均值约为1.05%,与试验控制水平接近,表明烧成制度与热工参数调整能够满足矿物反应充分性的要求;熟料中C₃S含量维持在稳定区间内,整体矿物组成特征与试验结果相符。在能耗方面,工业化运行条件下单位熟料煤耗约为104kg/t,单位熟料电耗约为94kWh/t,均较常规配比水平有所降低。综合来看,试验优化参数在工业条件下具备良好的适应性与稳定性,可实现熟料质量与能效水平的协同控制。
3.4 工业化应用中的技术难点与控制措施
工业化推进过程中遇到的主要难题有原料不稳定、窑温分布不匀以及粉煤灰掺量变动引发的液相比例改变,部分原料批次的CaO出现了±1.5%的波动,造成局部f-CaO含量上升。为应对此问题,增强了原料在线均化工作,同时引入X射线荧光光谱仪开展实时成分监测与控制。窑内温度场不均衡有可能引发熟料品体缺陷,安装红外线热像监测系统可以实现温度自动反馈调控,减轻局部过烧现象,若粉煤灰掺量过高,液相黏度会出现下降情况,进而影响窑皮的稳定性,需要通过加大Fe₂O₃掺入量和控制窑转速来加以修正。
04 工业应用结果分析
4.1 力学性能与耐久性
在工业化生产条件下,采用新型配比熟料制备的水泥在力学性能与耐久性方面表现出较好的稳定性,其28d抗压强度均值保持在60MPa左右,强度离散性控制在合理范围内,未出现明显波动。耐久性测试结果显示,经标准冻融循环后,水泥砂浆试样的强度损耗处于较低水平,表明材料在低温交变环境下具有一定的抗劣化能力。相关性能改善主要得益于熟料矿物组成的合理调控,C₃S与C₂S比例协调,使水化反应产物结构趋于致密,孔隙结构得到优化,材料整体孔隙率较常规水泥有所降低。同时,氯离子比呈现下降趋势,有助于提升水泥在盐渍或腐蚀性环境中的服役稳定性。综合力学性能与耐久性表现可以看出,试验阶段形成的配比与工艺优化思路在工业化条件下能够有效转化为材料性能优势。
4.2 能耗与环境效益评价
工业化应用除了力学性能方面,还关联着能耗程度与排放治理,在生产期间,煤耗、电耗和污染物排放量是衡量工艺好坏的关键指标,新型配比工艺与传统工艺能耗及排放对比见表3。

新型工艺使单位熟料煤耗、电耗分别下降到103.9kg/t和93.7kWh/t,和传统工艺相比降低了3.4%和4.6%,CO₂排放数值从832.4 kg/t降至799.5 kg/t,减排幅度约3.9%,NOx排放下降得更为明显,从298.7g/Nm³降至271.6g/Nm³,降低幅度为9.1%。这些数据说明,新型配比不仅优化了能源消耗结构,而且在环保方面展现出优势,为工业推广提供了实证支撑。
05 结束语水泥新型原料配比工艺在试验及工业化应用当中均展现出良好的适配情况,实验室优化确定的硅率与饱和比成功应用于工业生产,让产品的28d抗压强度稳定在60MPa以上,使f-CaO含量控制在1%以内。在工业化生产期间,煤耗、电耗和排放指标都明显比传统工艺更优,综合经济效益增长超3%,该工艺能在保障性能的情况下实现节能减排和固体废弃物的资源化利用,具有推广意义。
有关本文:
作者:石静兰
单位:华新建材集团股份有限公司
来源:水泥2026年第5期
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

