
内容介绍
摘 要:BH-6型六嘴水泥包装机设备老旧,存在料筒容量过小、料位报警器报警不准确、纯机械式的简易称重系统计量不精确、备品备件采购周期长、粉尘污染大、包装机工作效率低等问题,提出了更换为BHLW-6型六嘴叶轮旋转包装机的改造方案并介绍了其工艺特点。新六嘴包装机料筒容积较大、旋转稳定性更强、微机秤计量精度高,收尘筒与集灰盘收尘效果好,主旋转驱动机构传动效率优。改造后,水泥包装机产量提升约33.29 t/h,包装效率提升约88%,包装车间粉尘浓度达标,作业环境大幅改善,提高了作业人员的劳动安全系数和职业健康水平。
关键词:水泥包装机;旋转料筒;料位检测器;包装效率
0 前言
水泥包装机(简称“包装机”)是水泥生产企业的重要生产设备,包装机生产效率越高,则水泥发运速度越快。目前,许多水泥生产企业现有包装机存在设备老旧、自动化程度低、生产效率低、出库速度慢、资源浪费严重等问题。另外,水泥包装车间易喷料,粉尘污染严重,对工作人员的职业健康也有较大影响。老旧包装机已无法适应水泥企业生产需要,急需进行改造。我公司某分厂现有两条水泥生产线,共使用3台包装机,A生产线1号、2号包装机为BH-6型六嘴包装机(以下简称“旧六嘴包装机”),设备老旧,已不能适应水泥生产需要。B生产线3号包装机为BHLW-8型八嘴包装机,设备相对较新,能够基本满足生产需要。公司重点对1号、2号旧六嘴包装机进行了改造,将其更换为了BHLW-6型六嘴叶轮旋转包装机(简称“新六嘴包装机”)。改造后,A生产线新六嘴包装机包装放料正常,无卡料,生产效率提高,工作环境改善。
01 旧六嘴包装机存在的问题
BH-6型旧六嘴包装机装配图见图1,A生产线1号旧六嘴包装机照片见图2。旧六嘴包装机存在的问题如下:
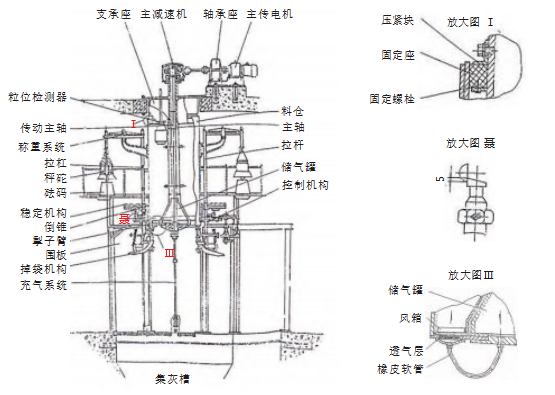
图1 BH-6型旧六嘴包装机装配图

图2 A生产线1号旧六嘴包装机照片
(1)包装作业时需采用压缩空气灌装给料,旧六嘴包装机旋转料筒容量小(装满料重约1.75 t),导致上一级料库气动弧形翻板阀(简称“气动阀”)频繁动作,易烧坏,且气动阀泄压时会产生较大扬尘,造成环境污染。旧六嘴包装机旋转料筒见图3,上一级料库漏料情况见图4。

图3 旧六嘴包装机旋转料筒

图4 旧六嘴包装机上一级料库漏料情况
(2)设备老旧,备品备件采购困难,采购价格高、采购周期长,部分配件甚至已停产。(3)旧六嘴包装机旋转料筒顶部配备高料位检测器,采用双连杆机构,该机构易卡死、不动作,导致气动阀一直处于打开或闭合状态,需操作人员手动打开该机构,使其复位。高料位检测器双连杆机构复位后,气缸才动作,气动阀才能打开下料或闭合停止下料。操作人员劳动强度大、安全隐患多,包装机工作效率低。旧六嘴包装机旋转料筒顶部高料位检测器检测口溢料情况见图5。

图5 旧六嘴包装机旋转料筒顶部高料位检测器检测口溢料情况
(4)旧六嘴包装机旋转料筒下料嘴圆口直径为ɸ50mm(如图6所示),而B生产线3号BHLW-8型八嘴旋转包装机料筒下料嘴圆口直径为ɸ200mm,旧六嘴包装机旋转料筒下料嘴圆口直径小、下料速度慢,导致包装机旋转一周后,仍不能完成水泥灌装或卸袋,不仅增加了系统电耗,也导致水泥包装效率较低,现场环境污染较大。

图6 旧六嘴包装机旋转料筒下料嘴圆口直径示意
(5)旧六嘴包装机采用纯机械式砝码等配重称重计量系统,现场工作人员需频繁调试砝码重量,称重机构稳定性较差,袋装水泥重量偏差较大。纯机械式砝码称重机构如图7所示。

图7 旧六嘴包装机纯机械式砝码称重机构
(6)旧六嘴包装机采用纯机械式灌装系统,包装机上部平台设有固定导轨,当下料嘴滚轮经过固定导轨时,曲柄抬起,掣子臂同时动作,将曲柄保持在固定位置,此时下料嘴橡胶管打开,开始灌装,旧六嘴包装机灌装系统如图8所示。
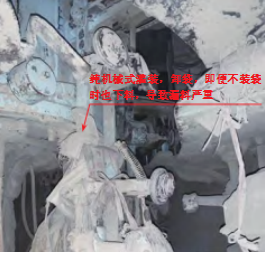
图8 旧六嘴包装机罐装系统
此灌装系统存在一个缺陷,即,无论下料嘴上是否插有包装袋,只要滚轮经过设定位置,系统即开始灌装给料。若下料嘴未插袋,则会造成喷料,形成较大扬尘,污染环境,需紧急止料。紧急止料时,包装作业人员需将滚轮向回转筒中心方向推动一段距离,使滚轮脱离固定导轨,停止给料。此操作需包装作业人员将手伸到上部平台推动滚轮,存在较大安全隐患。同时,采用集灰斗收集喷落的物料并重新输送至系统内,不仅增加了系统能耗,且导致包装机产能较低,台时产量仅37 t/h左右,已成为制约该分厂生产效率的关键因素。旧六嘴包装机台时产量统计见表1。
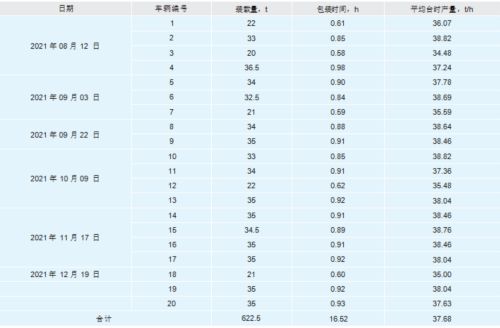
表1 旧六嘴包装机台时产量统计
(7)目前,水泥企业普遍存在包装作业人员用工难的问题,中小企业用工问题更为突出。该分厂包装作业人数仅能满足 2 条水泥生产线的包装生产需求。在水泥销售旺季,一台旧六嘴包装机和一台八嘴包装机的包装能力合计约 2100 t/d(日包装有效时间按18h 计),不能满足销售需求。02 旧六嘴包装机技改方案
针对上述问题,提出以下技术改造方案:
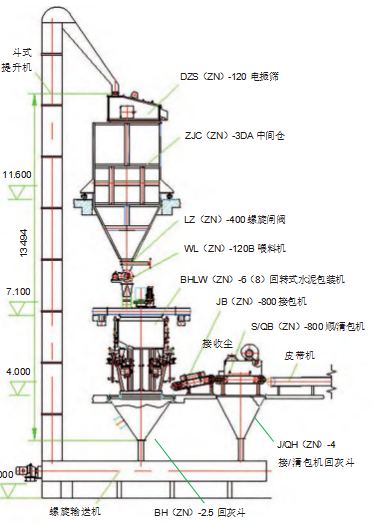
图9 新六嘴包装机包装系统工艺布置
(1)拆除旧六嘴包装机料筒顶部高料位检测器,配套更换适用于新六嘴包装机的低料位检测器和高料位检测器,以解决料筒满缸和空缸的问题。(2)拆除中间仓下方部分锥体(法兰以下部分)和气动弧形翻板阀,更换为LZ(ZN)-400型手动螺旋闸阀和LZ(ZN)-400型螺旋闸阀叶轮给料机,有利于合理控制中间仓至料筒的下料量,避免满缸和空缸现象,解决气动弧形翻板阀易烧坏的问题。
(3)包装车间二楼天面房屋横梁与新六嘴包装机安装存在干涉,土建改造时,以 1号旧六嘴包装机为中心,将1号新包装机整体向二楼楼梯口方向平移0.27m,避开二楼天面存在干涉的主梁,配套的中间仓下料锥斗、集灰斗、收尘风管也相应迁移。拆除旧包装机围板,安装配套新围板。改造前旧六嘴包装机平面布置图见图10,改造后新六嘴包装机平面布置图见图11。
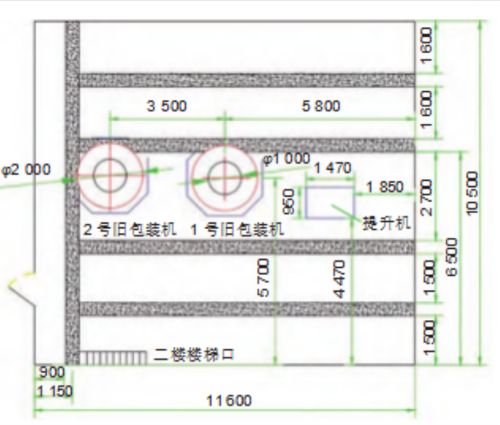
图10 改造前的旧六嘴包装机平面布置
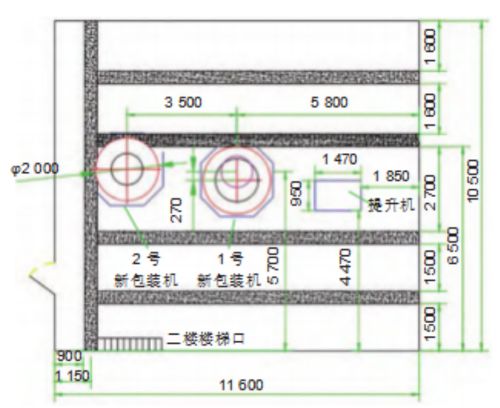
图11 改造后的新六嘴包装机平面布置
03 新六嘴包装机的工艺特点3.1 料筒容积较大,工作效率高旧六嘴包装机的灌装为纯机械控制方式;新六嘴包装机的灌装以电气自动化控制方式为主。旧六嘴包装机料筒装料容积较小,不能满足正常灌装供料速度,日常维护检修不便;新六嘴包装机使用大容量回转式料筒(见图12),配套筒体上盖(见图13),新六嘴包装机料筒料容可达4.4 t(比旧六嘴包装机料容增加2.65 t),配合设置高低料位检测器,能够有效解决包装机满缸和空缸问题,稳定料筒压力,提升包装机工作效率。
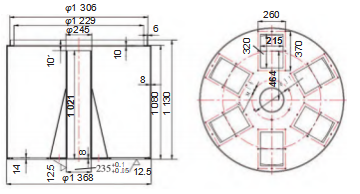
图12 新六嘴包装机回转式料筒装置
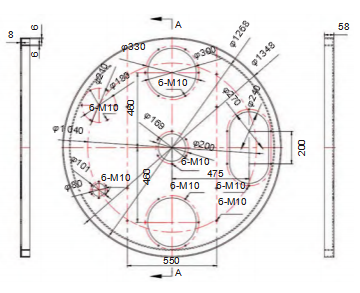
图13 新六嘴包装机筒体上盖
3.2 旋转稳定性强,故障率低
旧六嘴包装机依靠砝码配重定心,而新包装机加装的下回转体(见图14),具有定心防摆轴作用,包装机旋转时稳定性更强。此外,新六嘴包装机的气路、电路均从中央定心轴(空心轴)引出,可避免物料粉尘侵入,减少故障发生。
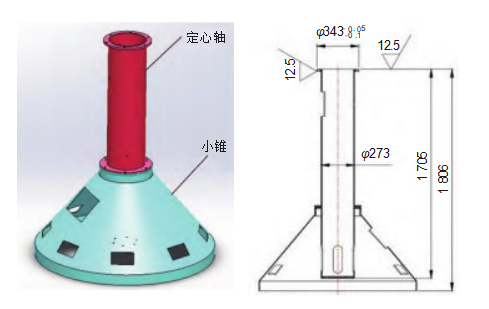
图14 新六嘴包装机回转料筒定心机构
3.3 下料速度快,控料计量精准
(1)旧六嘴包装机下料嘴圆口直径为 ɸ50mm,改造后的新六嘴包装 机 出 料 小 仓 孔 径 增 大 至 262× 122mm(见图15),下料速度较快,能保证包装机每旋转一周,物料能及时灌满,提升了包装机工作效率,降低了系统能耗。
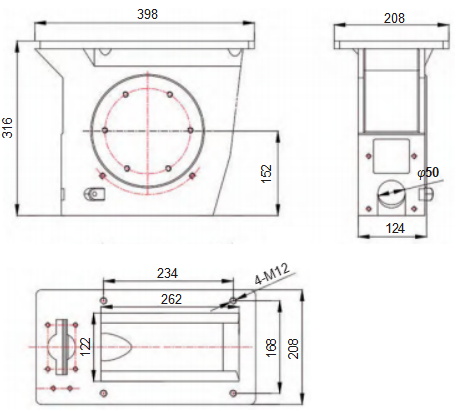
图15 新六嘴包装机出料小仓
(2)旧六嘴包装机通过曲柄带动掣子臂打开橡胶管下料,易造成未插袋时喷料及扬尘,且下料不均匀;而新六嘴包装机采用一体化“花篮”设计的动力头出料机构(见图16)。该机构内部大叶轮为合金制成,采用中空结构,进料空间大,叶轮耐磨性能好;同时,主电机以恒定速度驱动该机构皮带轮及叶轮实现均匀下料,能有效解决旧六嘴包装机下料不均匀的问题,增加工作效率。
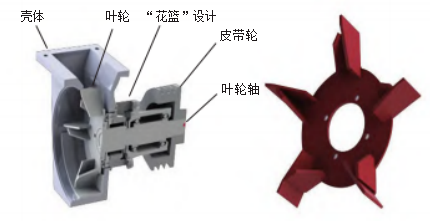
图16 动力头出料机构
(3)旧六嘴包装机采用掣子臂夹紧橡胶管的方式控制放料,不易控制下料进程。新六嘴包装机使用闸板控制出料机构(见图17),采用气动上闸板、双闸气缸,可双行程关闭闸板,结构简单,易损件少,开关自如,前期“粗流”快速灌装,后期“细流”精准灌装,有效控制下料速度。闸板的开关由称重系统控制,不会出现闸板被强制打开,进行二次灌装的情况,并且配备了油水分离器,可以更好地保护气动元件,延长设备使用寿命。(4)旧六嘴包装机物料装袋重量达到标定重量时,出料嘴连杆通过掉袋点会被抬起,出料嘴向下倾斜从而掉袋,易造成掉袋不正的问题。新六嘴包装机采用气动推袋掉袋机构(见图 18),称架与包装机收尘筒通过传感器直连,出料嘴与出料管之间通过T型胶管软连接,解决了下料过程中的漏灰现象。推袋时,推袋气缸带动推架将水泥袋推出,袋口脱离出料管的过程中,出料嘴与出料管相对位置不变。新式称架稳定性好、维修方便,解决了掉袋不正、掉袋余料多的问题。
(5)旧六嘴包装机为砝码配重式连杆机构称重系统。新六嘴包装机采用微机控制计量称重系统(见图19),该系统不仅能实现微机计量称重,还能对包装机整个循环工作过程实施微机精准控制。

图17 闸板控制出料机构示意
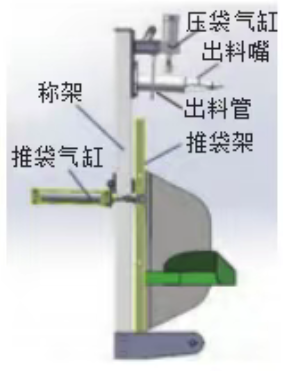
图18 气动推袋掉袋机构

图19 微机控制系统
新六嘴包装机采用动力头出料机构、闸板控制出料机构、推袋掉袋机构、微机计量称重系统等自动化控制装置后,能有效控制包装机出料计量精度,提高包装机工作效率,减少系统能耗。3.4 收尘效果良好
旧六嘴包装机灌装工作时,扬尘较大。新六嘴包装机配有收尘筒(见图 20)与集灰盘,收尘筒与称架之间,用平行梁传感器螺栓连接,能够提升包装机计量稳定性,减少粉尘污染,保证作业人员的职业健康。
3.5 传动效率高
新六嘴包装机使用主旋转驱动机构(见图21),电机功率为1.5kW,配套使用的主减速机采用“一级直齿直连”开式齿减速机,具有结构简单、成本低、传动效率高的特点。
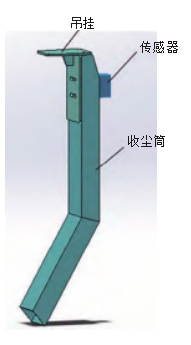
图20 收尘筒
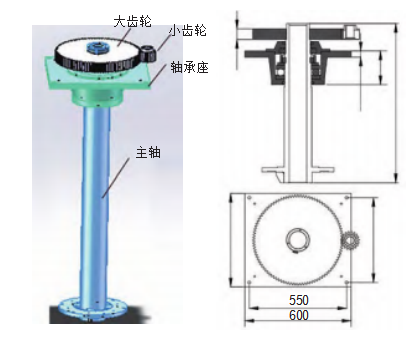
图21 主旋转驱动机构

图22 新六嘴包装机
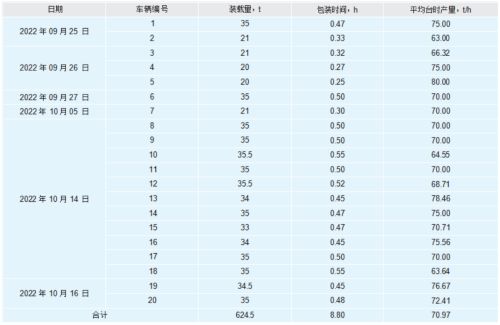
表2 新六嘴包装机台时产量统计
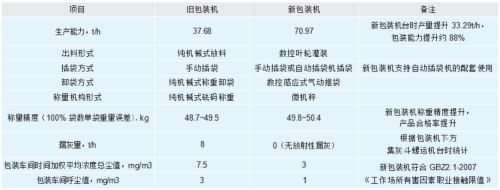
表3 改造前后包装机性能对比
04 项目应用效果经统计,我公司分厂A水泥生产线应用新六嘴包装机后(见图22),包装机台时产量最高可达80t/h,20辆运输车辆(单车装载重≥20t)的平均台时产量可达70.97t/h(见表2),达到了改造后包装机台时产量≥60t/h的目标,提高了A水泥生产线包装作业效率及水泥库的利用率。改造前后六嘴包装机性能对比见表3。应用新六嘴包装机后,水泥包装车间时间加权平均浓度总尘值由7.5mg/m³ 降低至3mg/m³呼尘值由3mg/m³ 降低至1mg/m³,符合GBZ2.1-2007《工作场所有害因素职业接触限值》规定中包装和装车岗位水泥粉尘浓度不得超过时间加权平均浓度总尘限值4mg/m³、呼尘限值1.5mg/m³ 的要求。现场工作环境得到较大改善,提高了作业人员的劳动安全系数和职业健康水平。
免责声明
① 凡本网发布的原创及转载内容,仅供客户参考,不作为决策建议。原创内容版权均为独家所有,任何媒体、网站或个人在转载使用时需取得我们书面授权,违反者本网将保留依法追究责任的权利。
② 本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味赞同其观点或证实其内容的真实性。其他媒体、网站或个人从本网转载使用时,必须保留本网注明的稿件来源,禁止擅自篡改稿件来源,并自负版权等法律责任。违反者本网将保留依法追究责任的权利。
③ 如需申请授权及投诉等问题,请联系我们处理(电话:025-88888888,邮箱:njgccm@126.com)。

