
���ݽ���
0 ����
��ǰ����̼��ĥ�Ƿ�ĥ���������ķ���������ĥЧ�ʣ�������Դ���ģ��Ƿ�ĥ������������ŵ㣬һ���棬��Լ��Ʒ�ɱ�������ҵ����ֱ�ӵľ���Ч�棬��һ���棬����̼�ŷţ�����ˮ�ҵ��̼����ת�ͣ��������Ч�档Ȼ����ʵ�ֵ�̼��ĥ������ĥϵͳ��������֮�£������ĥϵͳ�Ĺ�����ƺ�װ�����á�ԭ���ϵ��ﻯ��������ȡ������ܿ�ˮƽ�������кܴ��ϵ���е���ҵˮ���ĥ�������ѵ���20kWh/t,�е���ҵȴ�߳�50%�������ࡣ���������ĥϵͳ��Ч�ʣ�ʹ֮������װ���������������Ȼ�����ƥ�䣬��ʵ��ˮ���ĥ����������ĸ��ͣ�Ч����ã���ˮ����ҵ��չ���Ĺ������ص�֮һ��������HQ��˾ˮ�����Ϸ�ĥϵͳ�ĸ���Ϊ��������ϵͳ������ĵĴ�ʩ��Ч����
01 ��������������HQ��˾�䱸3��ѹ��ˮ�����Ϸ�ĥϵͳ������3#�߹������̼�ͼ1��ʾ��3#������CLF140-80��ѹ��(�������2��560kW)Ԥ��ĥϵͳ�����ϼ���ϲľ�������Ϻ���NE150��20700 mm����������ι��NBH600HC��44000 mm(����ѹ����ѹ��ķ���)ѭ�������������Ͻ���VX6817��V��ѡ�ۻ�(���¼��Vѡ��ѡ�۷�����140000��200000m³/h,ѡ��������140��170 t/h),�ּ���Ĵַ۷��ع�ѹ���ij��ز֡�����ѹ����ѹ��������ϱ�����ѭ��������NBH600HC�ٴ�����Vѡ���ּ���ĺϸ�ϸ��(���Ʒ)ͨ������Ͳ2-��3300 mm�ռ����릵3.8m��13m��ĥ�����з�ĥ��
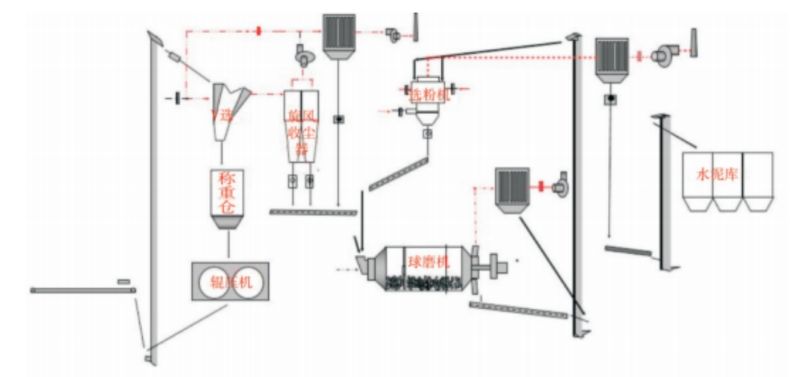
ͼ1 3#��ˮ�����Ϸ�ĥ��������ͼ
��3.8m��13 m��ĥ��ĥβ����0-Sepa��SX2500ѡ�ۻ����γɱ�·��ĥϵͳ��ǰ����ѹ��Ԥ��ĥ���������İ��Ʒ(��ĥ���ϱȱ������167 m²/kg��80��mɸ��34.6%��45��mɸ��50%)ι�릵3.8m��13m��ĥ��(��������ʣ�2500 kW)������ĥ����ĥ������ͨ�磬����LCPMGS96-7�ճ���(������������46800m³/h,������75kW)��0-Sepa��SX2500ѡ�ۻ���һ���������η����������硣02 ϵͳ�������
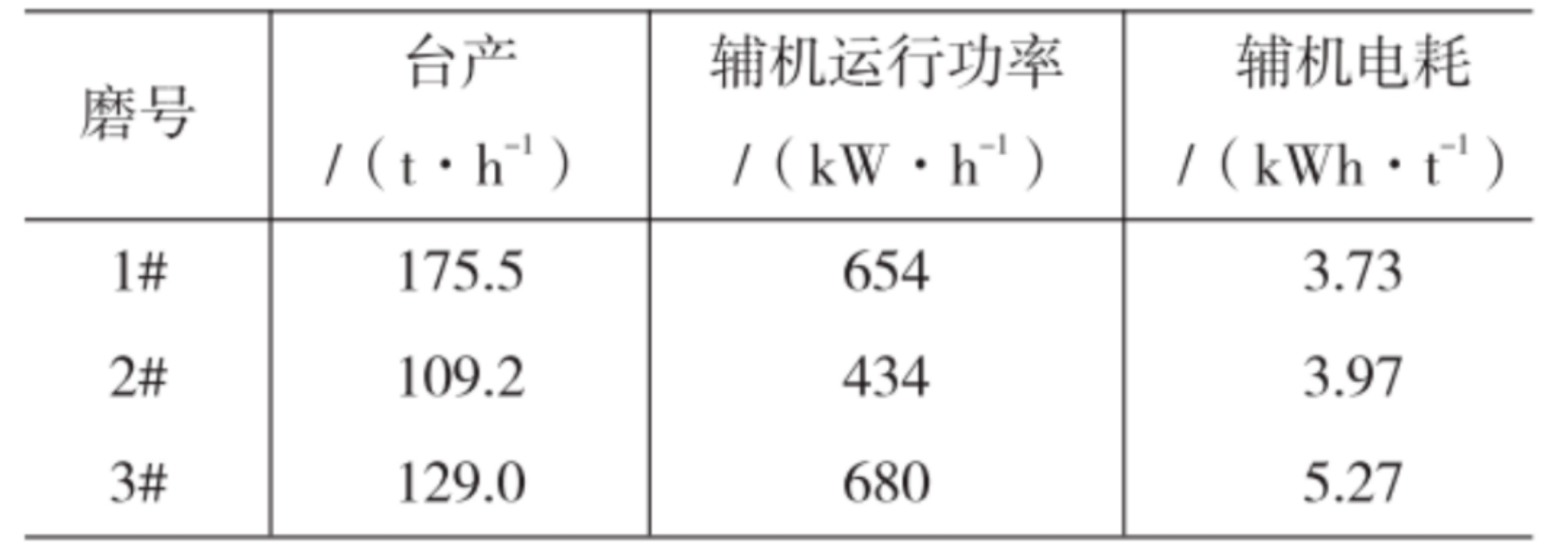
3#������P��O42.5��P��C42.5��P��O52.5��6��Ʒ�ֵ�ˮ�࣬����P��O42.5ռ75%���ϣ�����������P��O42.5ˮ����з��������������������ܡ�������ȡ�ˮ���Ʒ�����;���ָ�ꡢѡ�ۻ�ѭ������ˮ���ĥ����Ȧ��ϵͳ���ֱ����1����2����3�ͱ�4��ʾ��
 ��1 ��������
��1 ��������

��2 2022��P��O42.5ˮ�����

��3 2022��P��O42.5ˮ�������;���ָ��
 ��4 2022������P��O42.5ˮ��ʱѡ�ۻ�ѭ�����ɣ�Ȧ��ϵͳ��ָ��
��4 2022������P��O42.5ˮ��ʱѡ�ۻ�ѭ�����ɣ�Ȧ��ϵͳ��ָ���ӱ�3��֪��3#��ˮ���ĥ������28.7 kWh/t����ˮƽ����1��2#�ߣ��ֱ�Ϊ26.2 kWh/t��25.8 kWh/t����Ҳ�߳�����ƽ��ˮƽ��27.0 kWh/t����
03 �������
3.1 ԭ�����
�ӱ�1��֪������C3S����50.32%��28 d��ѹǿ��58.3 MPa������Сĥ32 min��350 m2/kg������ĥ�ԽϺá���ĥ�����¶�100��,���ϵ��¶ȿɿأ�����P��O42.5ˮ��ʱ����ϲ��ϵ��ۺ�ˮ��Ϊ1.0%������2��ʾ����ˮ�ֿ����пɣ����ϵı�������ˮ��Ϊ23.6����ˮ��ĥʹ�õĻ�ϲ�����Ҫ�Ǻ�ҳ�ҡ�ɰ�ң����ֳ�����Ʒ�ֵ����ƣ���������ͬʱ��һ�����ϲ֣���������δ�ܳ�ֻ��ȣ�ԭ����ɸ�������ɸ���ʹ�ͷĥ�𣬲���ɸ����ĥ�����أ������120mm��120mm������������ӣ���������������������200 mm����ҳ�Һ�ɰ�ҽ������ϲֺ�ͨ�����������ι��ι��Ƥ�����ڸù����У�����������ϴ�������ϲ��ȽϺ���ι��Ƥ���Ͽɹ۲쵽��ҳ�Һ�ɰ��δ�ȶ��������ϡ�
3.2 ������ĸ�
��3#�ߵ����������У���ĥˮ���¶�ά����100�����£���Ʒˮ��ˮ�ֿ�����0.6%����ϵͳ�����÷���ƫ�ߣ��ﵽ320000 m³/h����ѹ��ϵͳ��ĥ��ϵͳ�ͳ�Ʒ��ѡϵͳ���Զ����÷磨��ͼ3��ʾ����ɫ���߱�ע��Ϊ������������������ĥͷ�������Ϊ53510 m³/h��ѭ���������100000 m³/h�����ŷ������150000 m³/h��ĥ������25000 m³/h���ù�ѹ��Ԥ��ĥϵͳ�������ŷŷ繤�գ���ѹ��ϵͳ��Դ��ѭ������ṩ���������Vѡ�������Ͻ��зּ���ɣ�������Ʒ��������Ͳ��������Ͳ�ڣ���������ʵ�����������ϵķ��룬���������徭����ٴλص�ѭ���������ѭ��������������������½���Vѡѭ������һ������������Ϊ53510 m³/h���ճ�������һ�����뺬�����塣�������������1̨����Ϊ7.5 kW�����˻������Ʒ�⣬���������������ͨ��1̨55 kW�ŷ����ŷŵ������С����ڷŷ�����ѭ�����֧�ܵij�����ã�ʹ��������ѹ��ϵͳ�ڲ�ѹ�����ڴ���ѹ������ĥ��ϵͳ���䱸��ĥβ�ŷ�������ŷ��2̨�����ĥβ�ŷ����Ҫ����ĥ�ڷ�ĥ�����в�����ϸ�ۺ�ˮ�ִ��������ŷ������Ҫ�����ŷ磬Ϊ��Чѡ�ۻ��ṩ��ѹ����Чѡ�ۻ�����3�����ţ������ŷ�����ŷ����ã�ѡ�ۻ��ڲ�ѹǿ���ڴ���ѹǿ�������Ӹ����Ž��롣�����ڸ�Чѡ�ۻ��ڱ���ɢ������ҶƬ�������������Ͻ��з�ѡ��֮��������������ճ��������������룬�����������ٽ����ŷ���������ŷŵ������С���ѹ��ϵͳ��ѭ�������������˺������壬���ڹ�ѹ��ϵͳ�γɸ�ѹ������Ʒ��ѡϵͳ��ѡ�ۻ��������3���������ţ���Ҫ�������������г�Ʒ��ѡ���ۺ�����ϵͳ��������ѹ��ϵͳ��ĥ��ϵͳ���÷緽����ڻ����ԣ�ͨ���������䣬���Ż��������䣬����ϵͳ�����÷������������Ч�ʺ���Դ����Ч�ʡ���ѹ����ѭ��ˮ��Ϊ�����������裬Ŀǰ�Ŀ�ѹ����ˮ��Ϊ��Ƶת�٣������������豸��������ʱ����ѹ����ˮ����Ȼ��Ƶ��ת�������˷ѡ��ӱ�5��֪��3#�߸�����ĸߣ�����3#�߷�ĥ�����ĸߵ���Ҫԭ��֮һ��
��5 3����̨�����������ʺ�����ĶԱ�
3.3 ��ѹ��ϵͳ����Ч�ʵ�3#��Ͷ����������ѹ�����й���һֱ���ڶ���ʵ�65%,Զ����������ѹ��(����6��ʾ),������߹�ѹ������ѹ����ʹ�����й����������������ϱ�������ʵ���״�ɢ������Ч�������ԡ�

��6 2022��3���߹�ѹ���������ʱȽ�
3.4 Vѡ�ڲ����ڵ�������ѹ��ϵͳ�䱸��1̨Vѡ�����ڹ�ѹ����ѹ������ϴ�ɢ����ɡ���ѡ�����ϸ������������һ�������ϸ�����ϼ����ڹ�ѹ��ϵͳ��ѭ�������ʱ��������Vѡ���ڴ�������δ����ɢ���ϱ���Vѡ���ڴ���������������������Ͳ���ϱȱ������ֵ>20 m²/kg,�ڲ����Vѡ��ɢ�������Խ����ɢ��ͬһ�������Ĵ�ɢ���壬ĥ��һ�£������ֲ�һ����Vѡ�ڲ���ɢ����͵���ҶƬˢ�ᣬ����һ��ʱ���ͣ����飬���ֲ��ִ�ɢ����͵���ҶƬ��ĥ��
3.5 ��ĥ����ĥЧ�ʽϵ�
��3.8m��13m��ĥ����ĥ����װ����171 t (��ĥ�����װ����180t),ĥ������е���124A,��ĥ��װ�������в���ռ䣬��ĥ��һ����Ч����3.37 m,������Ч����9.07m��ĥ����ĥЧ�ʽϵͣ����ϱȱ�����5m²/kg/m,���ֱȱ���������(��ͼ2��ʾ)��
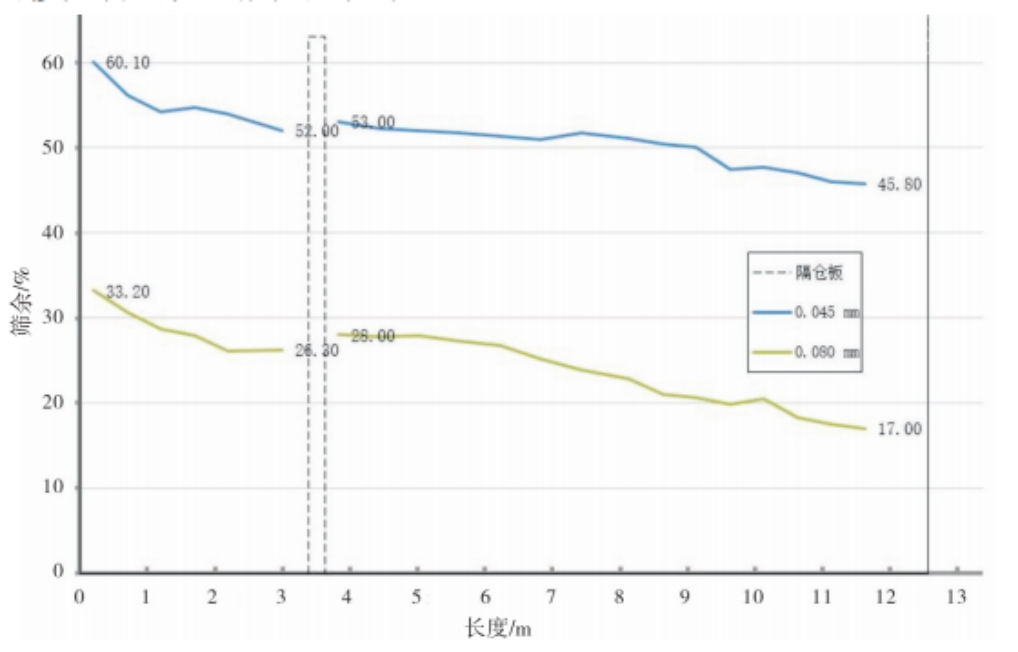
ͼ2 3#�߹�ĥ��ɸ������
�ӱ�4��֪��0-Sepa��SX2500ѡ�ۻ�ѭ������Լ223%,ѡ��Ч��Լ50%,��ĥ����ϸ��45��mɸ��43.7%,�ַ�ϸ��45��mɸ��59%,��Ʒϸ��45��mɸ��9.6%,�ȱ����348m²kg���ӵ�ĥ���в���������ϵͳѭ�����ɹ�����ĥ���ĥϸ�ȹ��֣���Ʒ���٣�����ѭ��������
3.6 ��Ͻ������������3#�ߵ�ĸߵ�ԭ����ҪΪ��ԭ���������ڹ�ѹ���������Ҫ���ڲ��÷��������ĸߣ���ѹ������ƫ�ͣ�Vѡѡ��Ч�ʵͣ�����Խ����ɢ����������Ͳ�ȱ�ƫ�����ĥϸ�ȴ֣���ĥ����ĥЧ�ʵͣ�ĥ�ڱȱ����ӻ�����ѡ�ۻ�ѭ�����ɸߣ�ѡ��Ч�ʵͣ����ƫС��
04 �����ʩ��Ч��
4.1 ԭ����������Ϊ�˽��ͻ�ϲ����ȣ�ʹ2�ֻ�ϲij�־������ϣ����ѳ��ѷ�ԭ������������ڳ�����λ�ã���2�ֻ�ϲ���ǰ���϶ѷţ���ι�����Ͽڵ����������ϲ��ȣ�����ԭ����ʽ�����ɸ��������130 mm����Ϊ40mm;���Ͽ����ﵽ30mmͨ����98.3%,�������<75 mm�����ϳ��ϲ㽵����ȷ���ȶ��������ϡ�
4.2 ����������Ϊ���������ʣ�����ѹ����ѭ��ˮ�ü�װ��Ƶ�������ͺĵ���������ͣ����ʱ��ϵͳ����֧�������Źرգ�����©������3#��ѭ��������ڷ�����Чѡ�ۻ�һ�η������ӣ����������磬ƽ�⡢ѭ��ϵͳ������ͣ1̨55 kW�����1̨5.5 kW���˻���1̨53510m³/h�ճ������ø��������ϵͳ��������Ч�ʣ��������й���55kW/h��
4.3 ��߹�ѹ������Ч�ʾ�ȷ����ѡ�ۻ�����ַ۲��ֽ����ѹ�����ز֡��ôַ�45��mɸ��46.5%,ˮ��0.6%,�ַ۽�������о����������Ӻ��ϲ���ά�������̣��������м������ʵ�ֳ�־����������������ˮ�ֺ����ȣ���������ʹ����ĥ�������������м�������������ʹ���ϸ����������ٶ�һ�£�������ѹ���������ȶ��ԡ����ϴ�ʩʹ��ѹ�����й�������������ʵ�85%���ϣ���ĥ���ϱȱ��������20 m²/kg,��ĥϸ�Ƚ���6.3%(����7��ʾ)������ת��ƫ�ͣ��ڵͳɱ���Ͷ���£�����1̨HFCG140-80��ѹ����3#�߹�ĥ�����ӣ�ʵʩ��������һĥ�����ķ������Ӵ��/ĥ���ʱ�ֵ��Vѡ����װ���������Ϊ�ɲ�ж����ʽ����װ�ã���װ�ýṹ��ʩ�����㣬ʹ��ʹ������6���£��Ҳ��ܴ��������Լ��Ϊ��ֹ������Vѡ�ڲ�����ƫ�ϣ�����ɢ�����ø���ֶθ���(��ͼ3��ʾ),��֤������Vѡ�ڲ����Ͼ��ȣ�����Vѡ�ڲ��ṹ(����8��ʾ):���Ͽڱ���450 mm,��ɢ֧�ܸ���Ϊ�Ǹ֣���ɢ�����ĥ��ȫ������Ϊ��˨���ӣ���������ɢ���͵���ҶƬ��ࡣ
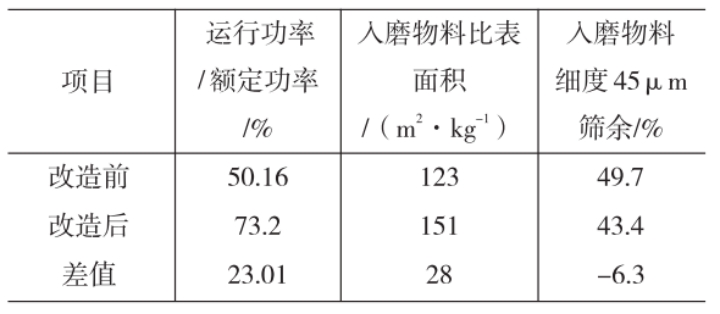
��7 ����ǰ��3#�߹�ѹ������Ч�ʶԱ�

ͼ3 Vѡ�ڲ���ɢ����ֶ�
4.4 ��ĥ���ڲ��Ż���ĥ���ڲ��������ٽϿ죬Ϊ���ӳ�����ĥ�ڵ�ͣ��ʱ�䣬���ǽ���ĥ������ְ���Ȧ��ä����������ʹĥ���γɻ���㡣���ǣ����ǽ������Ȧ��Ϊ�����Ȧ������²��ֻ����Ȧ��������Ҫ�ӻ����Ȧͨ������������������ĥ��ͣ��ʱ�䣬��߹�ĥ�������ϵķ�ĥЧ�ʡ�05 ������
����������3#��ˮ���ĥ�����ĸߡ������͵ĸ���ԭ������ԭ������ƫ�����ϲ����ȡ���ѹ������Ч�ʵ͡�V��ѡ�ۻ�ѡ��Ч�ʲ��ĥ����ĥЧ�ʵ͡�������ĸߵȡ���Щ��������ʵ�ֵ�̼��ĥ�İ���ʯ��������Ͻ������˾������Եؿ�չ����Ӧ���죺Դͷ�Ͻ���ԭ��������������������豸ʵ��ϵͳ������������������ģ�ѡ�ۻ��ַۻع�ѹ�����Ż�Vѡ���ⲿ�ṹ����߹�ѹ��ϵͳ��Ч��������ʵʩ��������һĥ�����ķ�����������ĥ���ڻ���㣬������ĥЧ�ʡ���ʵʩ���ϸ����ʩ�Ļ����ϣ��Ż�������ϵͳ������129 t/h������174 t/h,����45 t/h,����35%;��ĥ�����28.7kWh/t����24.4 kWh/t,����4.3kWh/t,�ڵ����15%��
�йر��ģ�
���ߣ�����¹���λ�¹������¹������ɭ¹������ϵ¹���μ�־¹��Τ���B²
��λ��1.����ˮ��(����)����˾;2.����ˮ�༼���з�(����)����˾
��Դ����������ˮ�ർ����2025��2��
��������
�� ������������ԭ����ת�����ݣ������ͻ��ο�������Ϊ���߽��顣ԭ�����ݰ�Ȩ��Ϊ�������У��κ�ý�塢��վ�������ת��ʹ��ʱ��ȡ������������Ȩ��Υ���߱������������������ε�Ȩ����
�� ����ת�ز�ע��������Դ�ĸ�����DZ���Ϊ���ߴ��ݸ�����Ϣ֮Ŀ�ģ�������ζ��ͬ��۵��֤ʵ�����ݵ���ʵ�ԡ�����ý�塢��վ����˴ӱ���ת��ʹ��ʱ�����뱣������ע���ĸ����Դ����ֹ���Դ۸ĸ����Դ�����Ը���Ȩ�ȷ������Ρ�Υ���߱������������������ε�Ȩ����
�� ����������Ȩ��Ͷ�ߵ����⣬����ϵ���Ǵ������绰��025-88888888�����䣺njgccm@126.com����

